13882008985


 扫一扫 关注我们
扫一扫 关注我们

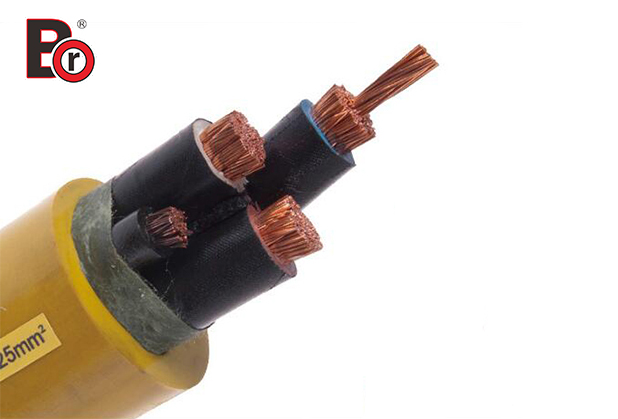
小编以220KV XLPE电缆终端为例,结合高压电缆终端安装工艺要求,分析了高压电缆终端安装过程中泛起工艺差错的可能性,先容了一起差错分析处理案例。提出通过具体编制、当真校对、严格审核、现场全面签证高压电缆终端安装功课指导书和工艺控制卡,以及加强附件材料的发货、到货验收环节的检修和记实,来防范四川高压电缆终端安装工艺差错与相关质量隐患,从而进步整个电缆工程的质量。
四川高压电缆终端头的工艺差错分析
高压交联聚乙烯(XLPE)电力电缆已广泛应用于电力系统中,但电缆终端附件的事故屡有发生,影响了整个电缆乃至相应系统的安全可靠性。从某种意义上讲,高压电缆终真个安装质量决定了整个电缆工程的质量,尤其是工艺尺寸偏差将导致终端击穿的严峻后果。
因此,认识高压电缆终端安装工艺要求,分析其泛起差错的可能性,制定相应的防范和纠正差错的措施,将有助于保证高压电缆终真个安装质量。本文以220KV XLPE电缆终端为例,就此进行了探讨和案例先容。
220KV高压电缆终端头工艺流程简介?
以沈阳古河220kV 单芯波纹铝护套XLPE电缆变压器侧油浸式终端(置于变压器油中)安装施工为例,其工艺流程如下:
1、功课前提与安健环措施检查:环境湿度不大于80%,温度不低于5℃,施工脚手架子与电缆终端固定架子分离开;
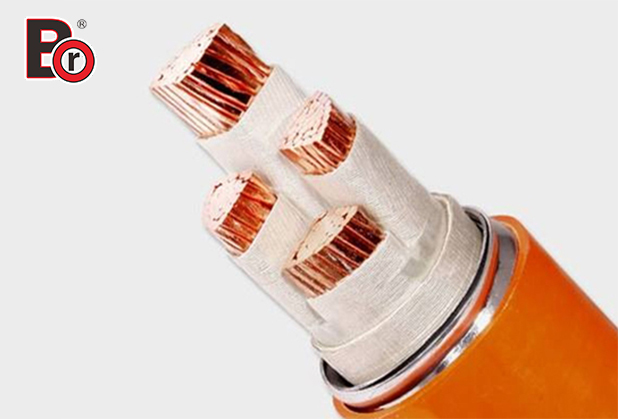
2、盘点电缆附件数目、规格:主要有瓷套、引出棒、应力锥、保护管、法兰、压紧装置;
3、预堵截电缆:将电缆垂直直立,确定预切和..堵截位置,并在预切电缆处堵截电缆;
4、电缆终端区段表面处理:主要进行石墨层处理、预铅封、电缆校直、端部导体处理;
5、导体引出棒压接:用划定的模具压接导体引出棒(不同截面采用相应特定压模),并去掉毛刺,表面清洁;
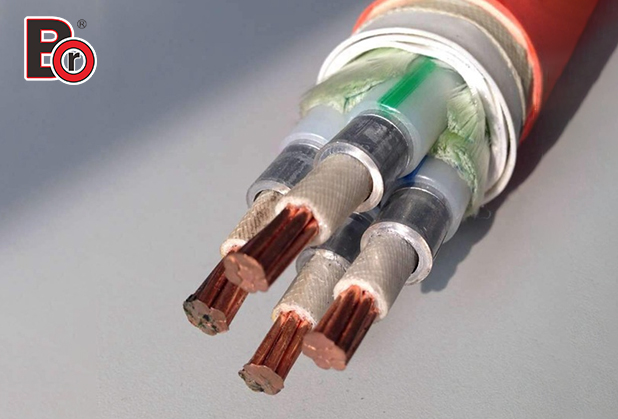
6、抛光绝缘处理:用玻璃条去掉半导体 817mm(从导体引出棒顶端算起),半导体端部处理成20mm 斜坡状。绝缘端部处理成15mm 的可调整绝缘斜坡,与半导体斜坡形成光滑过渡。确保绝缘直径大于应力锥内径 1~2.5mm,并保持表面的圆滑外形。用先粗后细砂布带将电缆绝缘表面抛光,.后用320#砂布带抛光(抛光部位按照安装图纸操纵),然后确认电缆绝缘表面没有划痕;
7、半导电层及屏蔽层处理:主要是清洁电缆绝缘及半导体表面,外半导电层成型,按50%搭接包绕ACP带、金属屏蔽网带、PVC保护带(此步核对包绕出发点位置尺寸);
8、套入保护管、法兰、压紧装置、应力锥:在插入应力锥前,依次将电缆保护管、压紧装置、法兰、绝缘法兰及FRP管、连接法兰的下法兰套入电缆(留意检查O 形圈是否在相应位置)。在电缆绝缘表面及应力锥内部平均地、薄薄地涂一层硅油,然后套入应力锥(核对其定位尺寸)
9、组装、紧固:清洗环氧绝缘体(套)的内部表面以及密封面并吹干,将应力锥的外表面及环氧绝缘体的内斜面擦净,并涂上硅油。安装环氧绝缘体、上部金具,核对环氧绝缘体上部电极到导体引出棒上端面的间隔Q值。安装导体固定金具,核对其上端面距导体引出棒上端面间隔P值。安装紧固其它部件,调整并测定压紧装置弹簧长度及法兰间隙;
10、封铅及电缆固定;
11、连接接地电缆;
12、清理现场完工。
在上述工艺流程中,工序7、8、9往往轻易产生差错。
220KV高压电缆终端头工艺差错的可能性分析?
从上述工艺流程及其内容看,工序1~4、6因为具有通用性,基本不会泛起差错,工序5固然存在对应电缆截面准确选择导体引出棒及其压接模具口径的题目,但因为施工职员每一次都会面临此显著的选择性题目,因此一般也不会犯错。
现场实践表明,工序7、8、9因为部件的标示不显著、或相关尺寸工艺差别不明显,往往会产生一些差错。工序10在电缆固定中也会泛起施工错误。
1)工序7的差错分析
在进行半导电层及屏蔽处理过程中,包绕ACP带、金属屏蔽网带、PVC保护带的出发点位置尺寸随对应的电缆截面有所不同。
高压电缆终端头的工艺差错分析
ACP带、金属屏蔽网带、PVC保护带包绕部位
弧外数字对应1200mm2以下截面电缆,括弧内数字则对应1200mm2及以上截面电缆。假如有多种截面规格电缆同时或先后制作终端头,则有可能将该尺寸搞混。
另外,包绕是从出发点向铝护套方向进行,包绕出发点位置尺寸是从导体引出棒端部算起,而非导体端部算起。
上述尺寸发生差错的后果是,当括弧内的尺寸被改为括弧外数值后,纵向电场分布将受到影响,通常平均性会变差,不利于局放量的控制。

2)工序8的差错分析
工序8是在工序7的基础长进行的,此步的一个枢纽是要核对好应力锥的插入位置,如图2所示,应力锥插入后其下端间隔PVC和ACP包绕出发点20mm。
高压电缆终端头的工艺差错分析
应力锥的插入位置
应力锥的作用在于改善绝缘屏蔽堵截处的电场分布,降低电晕产生的可能性,保证电缆的运行寿命,而这一作用的保障条件则是应力锥的准确装配。工序8中应力锥的插入位置同样以1200mm2截面为界,有2个不同的位置尺寸(括弧内对应1200mm2及以上截面),工序7的准确并不能保证工序8的准确。
当选择错误时,对电场应力的控制将达不到设计预期,相关研究表明此种情况下的局放电压根据错位情况可能显著降低。
3)工序9的差错分析
工序9是组装环节,除要核对相关尺寸,还要首先核对被组装部件规格是否准确。
实践表明,该环节较易犯错的是以大代小地用错环氧绝缘体(套),以海内某公司产品为例,对应240mm2~1800mm2电缆的终端头环氧绝缘体其外部尺寸皆一样,但其内腔尺寸又以1200mm2为界,分为I型、II型等。
而这种区分的标示(I型、II型等)一般打在环氧绝缘体上部电极端面上,轻易被人忽视,从而可能导致将合用于1200mm2及以上截面电缆的终端环氧绝缘体错用于1200mm2以下截面电缆的终端。
这种差错的后果除剩下的小规格环氧体无法使用外,更严峻的是被错装环氧绝缘体的电缆终端因为内腔空间尺寸配合不符合设计要求,将导致场强异常,引发放电故障。
此外,在装配终端上部屏蔽罩时,要留意不得破坏或随意更换其上的半导电纸,否则会影响其屏蔽平均电场的效果。
4)工序10的施工错误分析
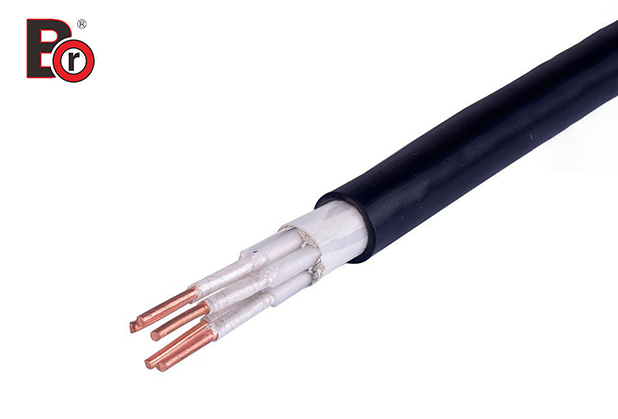
工序10错误往往发生在电缆固定方法,如图3示,三根单相电缆(图中黑圈)被分别固定在电缆支架的三个独立方框中,因为支架及固定用横担通常是镀锌角钢材料,知足闭合电磁回路前提,因此电缆运行中将在支架的方框中产生较大的环流,导致框架焊缝产生异常温升和电侵蚀,并且促使局部的外部热阻增大,进而影响电缆的载流量。
高压电缆终端头的工艺差错分析
错误的电缆固定方法
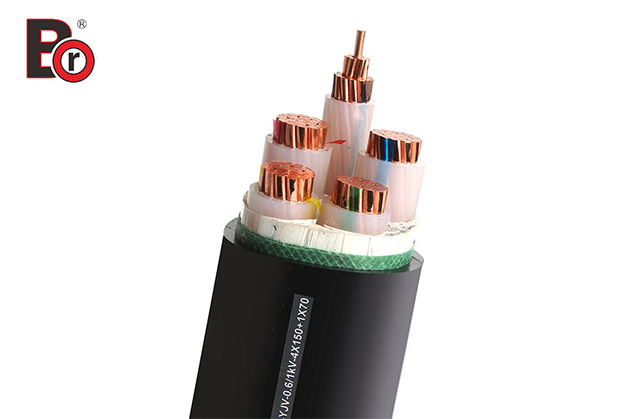
准确的固定方法应如图4所示,用非磁性卡套将三根单相电缆固定在统一根横担上,处于统一个金属框架中,这样因为三相对称的原因,框架中便无显著的环流流过(仅有不平衡电流引起的微小涡流),从而避免了图3固定方法的缺点。
高压电缆终端头的工艺差错分析
准确的电缆固定方法
防止电缆终端头工艺差错的措施?
任何人为差错都可防止,为了有效地避免本文前述所分析的各类可能的差错,首先要从功课文件着手,要有具体、详细的电缆终端头施工功课指导书和质量检查签证卡,任何部件差异、尺寸差异、工艺要求差异等都必需在功课指导书和质量检查签证卡中详细反映出来,避免采用诸如“是否符合要求”、“是否准确”、“是否合格”等非详细的判定格局。
在此基础上,严格功课文件的校对和审核,审核职员必需是专业部分(主要指相关产品的厂家和电缆所之类)的专业技术职员,只有如斯,才能确保施工阶段有可操纵性强、全面详细、准确无误的功课指导文件。
加强发货、到货验收环节的检修和记实,一方面从材料源头降低发生差错的机率,另一方面也为一旦有差错发生时,通过物料环节的追溯正确判定差错环节提供可以置信的依据。
高压电缆终真个安装质量决定了整个电缆工程的质量,尤其是工艺尺寸偏差将导致终端击穿的严峻后果,为减小和避免高压电缆终端施工的差错,必需具体编制、当真校对、严格审核、现场全面签证高压电缆终端安装功课指导书和工艺质量签证控制卡,并加强附件材料的发货、到货验收环节的检修和记实。一旦发生差错,必需查清原因并根据情况妥善处理,既要保证安全可靠,又要减少不必要的返工和铺张。
有关四川高压电缆的内容详解,相信上述信息为大家讲解的很清楚呢!大家觉得我们分享的怎么样呢!如还想了解更多关于电缆的相关资讯,请随时联系我们,我们期待与你的合作。



 电话:
电话: 邮箱:464599852@qq.com
邮箱:464599852@qq.com 地址:四川省成都市金牛区金府路长久机电城1栋2号
地址:四川省成都市金牛区金府路长久机电城1栋2号








 当前位置:
当前位置:

 热门推荐
热门推荐




